|
Ремонт статора электромотора в мытищах
|
Оборудование, приспособления, инструменты: подставка для
укладки; инструмент обмотчика (рис. 6.7); плоскогубцы; молоток; молоток
резиновый; ножницы портняжные; пресс гидравлический ПГ-1; паяльник; игла
специальная для бандажировки; приспособление-шаблон для правки лобовых частей;
аппарат ЕЛ-1; пинцет; сварочный трансформатор 0,5 кВт, 13 В; мегомметр.
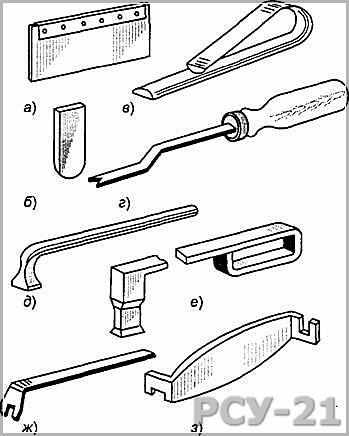
Рис. 6.7. Набор инструмента обмотчика; a — фибровая пластинка;
6 — фибровый язык; в — обратный клин; г — угловой нож; д — выколотка; е — топорик;
ж и з — ключи для гибки роторных стержней
Подготовка статора к укладке
1. Продуть статор сжатым воздухом. Тщательно проверить
состояние пазов; при обнаружении заусениц произвести их опиловку.
2. Заложить в пазы электродвигателя пазовые коробочки,
обеспечив их одинаковые вылеты.
3. Оправить заложенные пазовые коробочки оправкой и
установить статор на специальную подставку.
Ремонт статора электромотора в Мытищах выполнят мастера по
ремонту электромоторов в кратчайший срок!
Укладка секций
1. Взять комплект секций на электродвигатель и положить
слева от подставки.
2. Взять одну группу фазы и развязать нитки, связывающие
группу.
3. Первую секцию согнуть. Секцию сгибать так, чтобы части
секции, вкладываемые в пазы, были параллельны. Вязки сдвинуть на лобовые части.
4. В первый паз вставить одну сторону секции, заправляя
проводники ножом, оправкой, изготовленным из твердых пород дерева или
текстолита, эбонита и т. д. Первым пазом считается паз (если смотреть слева),
лежащий напротив кармана или места выхода из статора выводных концов. Укладку
производят по часовой стрелке.
5. Закрепить секции пазовой крышкой.
6. Обжать секцию в пазу гладилкой и заклинить клином.
7. В зависимости от шага по пазам отсчитать важный паз
и вставить в него вторую сторону секции, повторяя операции по укладке первой
стороны.
8. Уложить в том же порядке остальные катушки секции.
9. Согласно схеме обмотки уложить остальные секции.
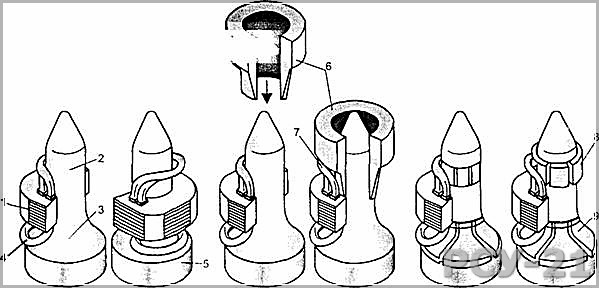
10. Установить шаблон для формовки лобовых частей в расточку
статора и оправкой отформовать лобовую часть (рис. 6.8). Вставить лобовые
межфазные прокладки.
а) б) в)
Рис. 6.8. Формовка лобовых частей обмотки статора: a — с
помощью одной конусной оправки, б — с помощью двух оправок, в — с помощью
оправки с радиально расходящимися сегментами. 1 — статор; 2 — цилиндрическая
часть оправки; 3 — коническая часть оправки; 4 и 7 — лобовые части обмотки; 5 —
основание оправки; 6 — вторая съемная оправка; 8 и 9 — радиаль—
но расходящиеся сегменты
11. Повернуть электродвигатель другой стороной, повторить
процесс формовки лобовой части. Вставить лобовые межфазные прокладки.
12. Статор установить вертикально, расправить концы секций и
надеть на них поливинилхлоридные или линоксиновые трубки.
13. На концы секций в местах межкатушечных соединений надеть
поливинилхлоридные или линоксиновые трубки по одной на каждое.
14. Зачистить места сварки от изоляции и соединить катушки
(рис. 6.9).
15. Подсоединить выводные концы.
16. Места соединений сварить при помощи сварочного
трансформатора. Концы обмотки свариваются на стыковом аппарате. Для этого к
зачищенным и скрученным вместе проводам прикладывают металлический электрод. В
данном случае используют плоскогубцы, к которым присоединен один провод от
сварочного трансформатора. Ручки плоскогубцев изолированны. К концу скрутки
прикладывают угольный электрод. Возникшая дуга оплавляет провода и сваривает
их. Момент сварки.изображен на рис. 6.10.
17. Зачистить место сварки, отогнуть скрутку и надвинуть
трубку.
18. Надвинуть линоксиновую (поливинилхлоридную) трубку
большего диаметра на отогнутую скрутку с выводным концом так, чтобы каждый ее
конец находил на трубку меньшего диаметра не меньше чем на 10 мм.
19. Уложить выводные концы, направив их к карману или месту
вывода, а затем связать в пучок.
20. Забандажировать лобовую часть хлопчатобумажным
шнур-чулком или стеклошнур-чулком, прошивая обмотку возле каждого паза. Шнур
завязать узлом у первого паза.
21. Повернуть статор и забандажировать вторую лобовую часть.
22. Установить статор в приспособление для опрессовки.
Выводные концы заправить в соответствующую прорезь. Опрессовать лобовую часть.
Повернуть статор и опрессовать вторую лобовую часть.
23. После опрессовки произвести перетяжку бандажа. Развязать
крепление шнурулка, выбрать слабину, образовавшуюся при опрессовке и завязать
узлом заново.
При изготовлении приспособления для опрессовки лобовых
частей статора необходимо учитывать, что после опрессовки обмотки лобовых
частей немного пружинят, увеличивая размер на 2...3 мм. Кроме того, необходимо
также учитывать увеличение величины лобовых частей обмотки на 2...3 мм после
пропитки и сушки.
24. Установить шаблон для оправки лобовых частей и оправить
последние с обеих сторон статора.
25. Произвести контроль обмотки на контрольном стенде.
26. Отправить статор на пропитку и сушку.
.